
- Home
- About us
- Products
- PE air bubble film machine
- Stretch film machine
- Film Blowing Machine
- Printing Machine
- Bag Making Machine
- Plastic Recycle Machine
- Plastic Film Slitting and Rewinder Machine
- Plastic Rope Making Machine
- Plastic Glove Making Machine
- Paper bag making machine
- Air column bag making machine
- Paper Straw Machine
- Faqs
- News
- Certificate
- Contact us
Process flow of bubble film and bubble bag?
Process flow of bubble film and bubble bag
Introduction of bubble film
-Will Huang Sales & Support:+86--13868890999
In the production process of bubble bag, bubble film is indispensable. The so-called bubble film, in fact, is a membrane in the middle of the film containing bubble dissection. The membrane material is low density polyethylene resin by melt extruder extrusion, molding in a mold for forming the two layer film extrusion; one layer of membrane in vacuum roll by plastic film bubble shape, and another layer of composite membrane as a whole, the latter close to the opening with bubble film, this the composite membrane is a kind of air cushion film. If the convex surface of the membrane is also a layer of thin film, then it becomes the three layer composite air cushion film. Three layers of composite air cushion film, because of the bubble layer in the middle, the composite membrane is relatively light and elastic. In addition, there are characteristics of moisture-proof, shock proof and sound insulation and beautiful, insect proof, mildew proof, low price and so on. According to the characteristics of the composite air cushion film, people use this film as a packing material for instruments, instruments, ceramics and glassware.
Selection of raw materials
the main material is the low density polyethylene tree film, which requires the MFR of the resin in the range of 5 to 8g/10min. In addition, a certain proportion of HDPE resin and ethylene vinyl acetate copolymer (EVA) can be added to the main resin according to the working environment of the air cushion membrane. If the air cushion film requires color, a proper amount of coloring agent should be added to the resin.
Selection of Equipments
equipment selection is mainly due to low density polyethylene resin used for air cushion membrane extrusion, so extrusion is only used for PE extrusion and extrusion with universal extruder. The mold structure should be determined according to the production mode of the extruded molding film. The molding of air cushion film can be made by blow molding, and the flat film forming method can be used. The production process of the extruded flat film method is simple, and the mould structure is shown in Figure 1. Flat film forming die structure is special, from here you can see: the hanger type T type mold structure, melt extrusion from the barrel into the mold cavity, with a diversion cone middle the material flow is divided into two shares, respectively, from the two specific die die gap in extrusion molding two a diaphragm.
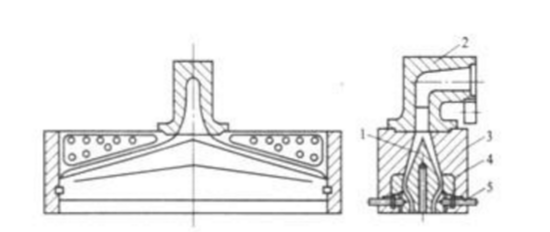
Figure 1 : frame type T mold structure
1 - die split core; 2 - connector; 3 - die concrete; 4 - die lip, 5 - adjusting screw
The width of the die mold should be based on the screw diameter and width to determine the extrusion diaphragm: such as the use of screw diameter with 45mm extruder, mold mouth width should be 100 ~ 500mm range. The thickness of the two film can be adjusted with the adjusting screw respectively. It is easy to extrude the manufacturing flat film with the auxiliary machine structure. The special part is the air cushion film bubble forming roller, its structure and the common extrusion film cooling roller structure: the roller is the appearance of different shell for rotating parts, the roller surface with equidistant uniform distribution of bubble forming hole (according to the application conditions of different air cushion film, bubble forming hole diameter is in the range of diameter 3~ with 25mm; the depth of hole size in the range of 2 ~ 10mm; and the cavity has a bubble hole communicated with the vacuum air tank is fixed, and the vacuum pump connected by pipeline. The auxiliaries for forming air cushion membrane extrusion molding are available in Dalian Dongfang rubber plastics machinery development Co., Ltd., and Guangdong Foshan plastic mechanization plant and other units.
flat film molding process for air cushion film extrusion
the order of production process is shown in Figure 2.
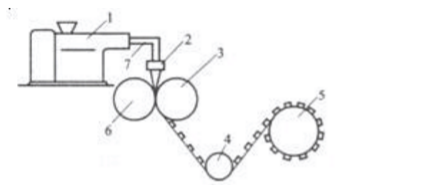
Figure 2 : production process sequence of flat film extrusion for air cushion film extrusion
1 -- single screw extruder; 2 -- forming flat film mold; 3 bubble blister forming roller, 4 guide roller, 5 take-up device, 6 traction cooling compound roller, 7 connector.
The main raw material LDPE is mixed with other auxiliaries. Then the extruded raw material is molten to mold, and the two layers are diaphragm, then blister, bubble, traction guide roll compound, and roll up.
Figure 3 : shape map of molding roll
Figure 4:bubble film machine

the process temperature of each section of extruding raw material: 130 to 150 C feeding section, 170 to 190 C of plasticizing section, 200 to 220 centigrade. Forming die and cylinder connection section from 160 to 180 C. Molding mold 160 to 170 C. The vacuum of the blister roller is about 0.04MPa.
The quality control
the quality requirements of the quality standard air cushion film for low density polyethylene air cushion film should be in accordance with the QB/T1259-91 standard.
About us
Zhejiang Vinot
Machinery Technology Co. Ltd.
AD:No.28 Yangyu
Road,Binhai New Area,Pingyang
County, Wenzhou City, Zhejiang Province, China
Phone:+86-577-66888886
Mobile:+86-15067765856
/ +86-13868890999
Fax:+86-577-58109882
Website:http://..........com/
Email:chinamachine..........com / plasticmachine..........com